
Both recurring costs and fixed cost of operations have increased in a quest for better efficiencies. Here are a few examples:
• Cement companies are using newer technology coolers such as IKN Pendulum Cooler for improving fuel efficiency and increasing waste-heat power generation.
• Fly ash driers are being installed more prominently. It helps cement manufacturers to use pond ash (or wet ash) more resourcefully because of a quicker and efficient drying process – reducing wastage and increasing productivity.

Cement companies are not just looking for efficiency improvements, but also better alternates that reduce operating cost. Few notable focus areas:
Increasing component of alternate fuels and resources (AFR) gaining importance
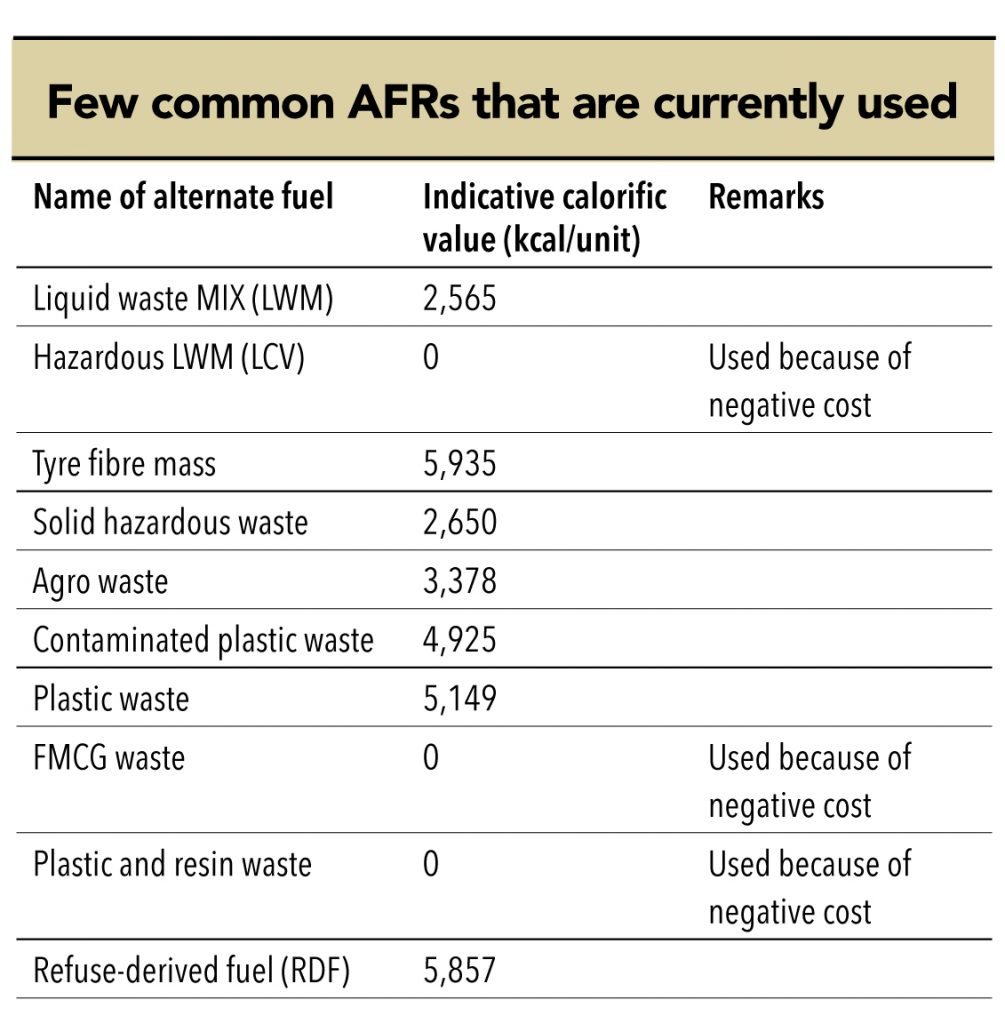
At a new cement plant, the Total Substitution Rate (TSR) of fuel with AFR can be as high as 12%; for older factories (15+ years), the TSR range is 2-8%. Notably, few low-calorific-value AFRs have a negative carry cost – this implies that cement companies are actually paid to use that AFR
Manufacturers are focussing on automation and are committed to reduce manpower intervention to improve efficiencies and reduce cost in all areas of operations, including mining, manufacturing, logistics, and packing.
• Mining: Human intervention has been reduced with automated operations, which make loading and unloading a single person job (besides the driver, practically no one else is needed).
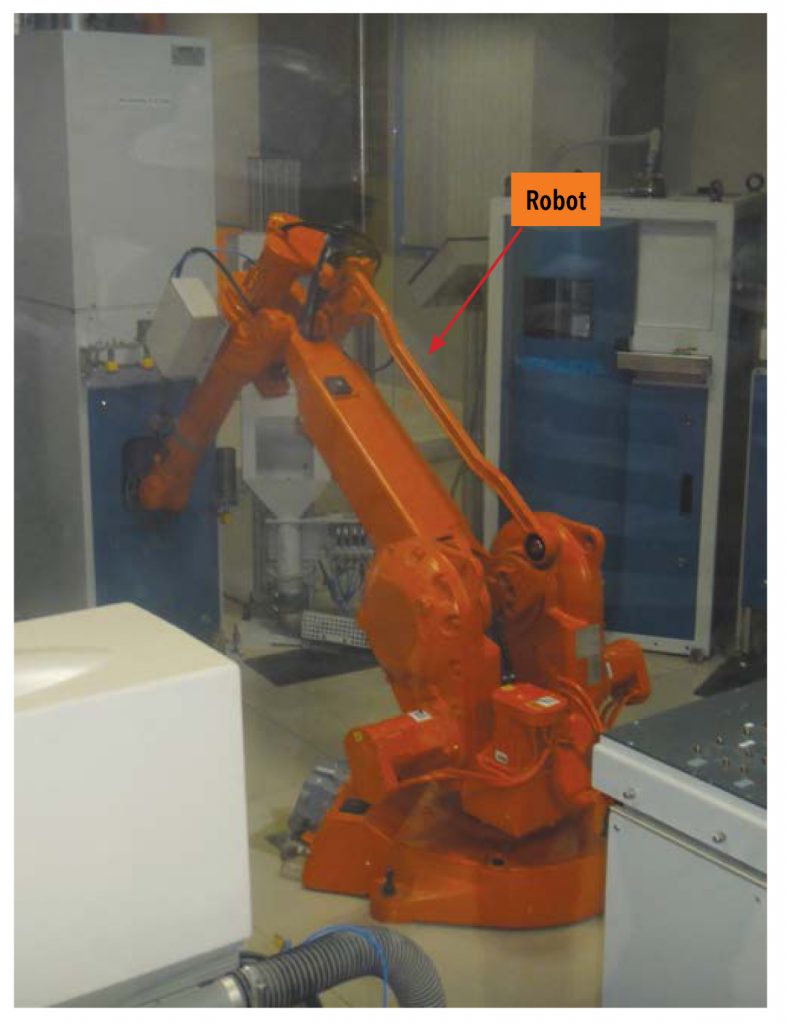
• Manufacturing: Today, most cement plants are so automated that virtually the entire manufacturing process is seamless – right from raw material to the final product. With virtually no operational breakdowns, 15-20 people can run the ‘pure operations’ part of a cement plant. Additionally, the industry is attempting to fully automate all operations – from raw-material procurement, processing it, and even lab testing. Many plant laboratories are robotic presently, reducing the need for this traditionally fully human-oriented activity.
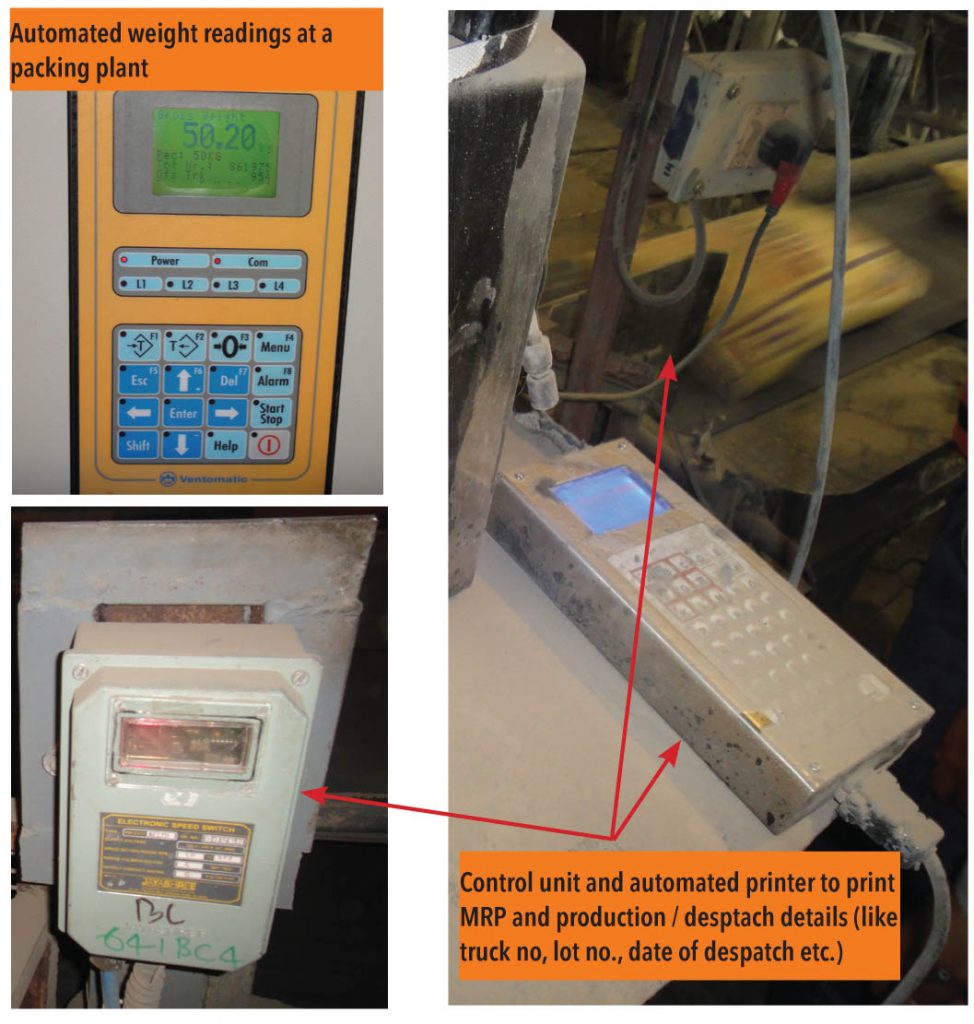
• Packing: Packing used to be a human-intensive area – from loading the bag to the packer, MRP printing, and sorting. With technology, it has become virtually a one-person job. Earlier, packing plants would need a person to load bags to the packer, a couple of people along the conveyor belt to ensure smooth movement of bags and for MRP printing, and then quite a few people to load bags from the conveyor belt into waiting trucks or railway wagons. Today, with technology, a person just loads an empty bag on to the packing machine and after that no human intervention is necessary until it is actually unloaded at its destination.
• Outbound logistics operations: This was amongst the most human-intensive operation – an area that still needs better calibration. Select cement manufacturers have realised the need for technology for improving this area and are investing money heavily to ensure minimal human intervention so that systems become error free. Here is how technology is helping cement manufacturers to achieve this goal:


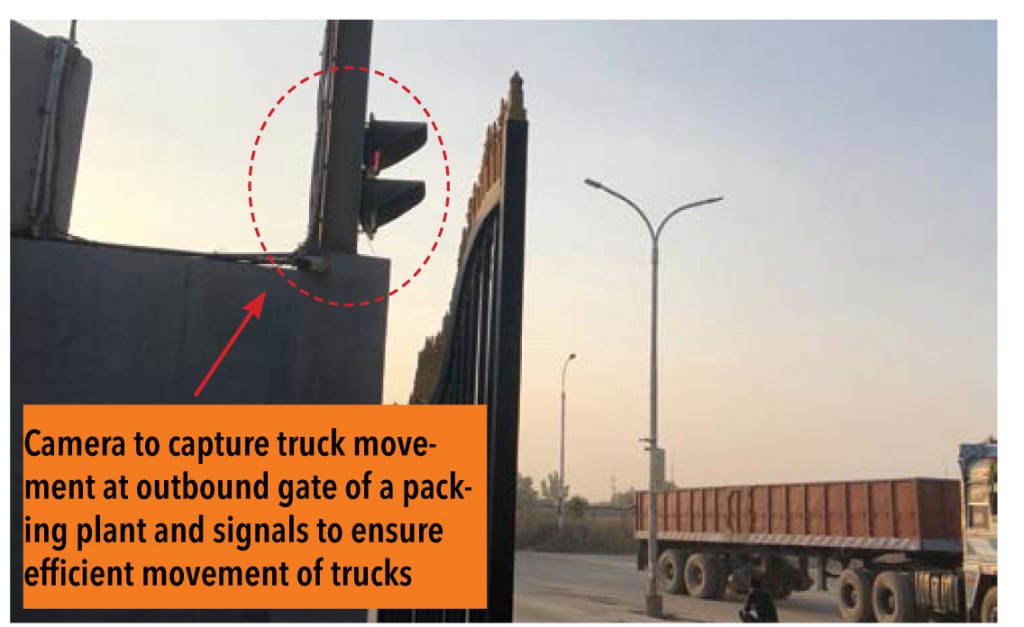
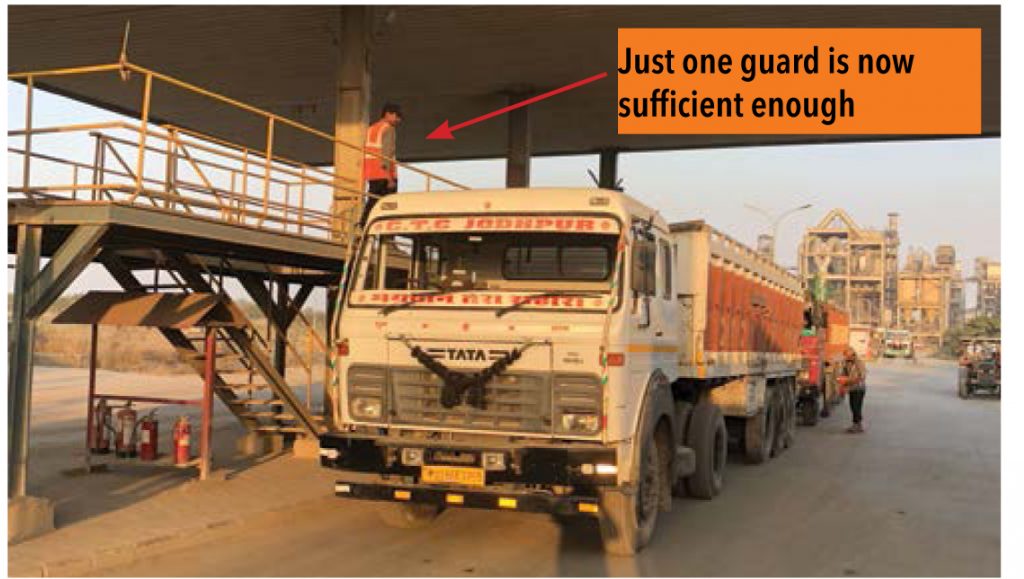
1. Automated entry and exit gate for trucks at a cement factory’s packing plant. Barring a security guard, no one else was present. Cameras capture the truck’s image from all ends to ensure that rules are followed (earlier many security personnel were needed for this). This particular plant operates at 90% utilisation, so flow of trucks is regular – but due to automation, the entry and exit gate is not crowded.

2. A display at the truck yard of a cement plant displays the truck number, grade of cement, quantity, and loader number (the sequence number in the packing plant). Earlier, trucks had to queue up and would be manually given slips that told them their path forward, which created a big logistics logjam and dramatically added to inefficiencies both quantitatively and qualitatively. Quantitatively: chaos and higher lead times for trucks. Qualitatively: drivers were very frustrated due to unclear job responsibility and direction allocation. With electronic displays, only one announcer is needed at the site along with a couple of security guards. The announcer reads the display at regular intervals to double check that drivers are aware about their destination (some drivers cannot read). Lead times and chaos at packing sites and truck yards have significantly reduced; as a result, drivers have become more efficient – they are not only happier about better clarity, they can also utilise their wait time to take rest.




Proactive cement manufacturers are working on boosting employee morale at the plant level to encourage employees to stay more energetic and come up with better ideas that can help cost improvements. Cement manufacturers have deputed Chief Information Technology officers even at plant levels. Their key responsibility is to develop a plant-level IT platform that is interactive, seamless, and transparent, and one that allows all plant employees to provide ideas and feedback that can help in new idea generation. This is believed to ultimately lead to better efficiency and cost improvements.

Plant load factor is a critical parameter: Most expected plant efficiencies deliver desired results only at an optimum utilisation level – say 80%+. Anything below that generally disturbs the balance of costs and benefits. For e.g., the kind of AFR that can be used in kilns depends on the point it is in its running cycle. Usage also depends on parameters such as planned shutdown time of the kiln, its rotation speed, and ability of the AFR to be blended with other fuels being used.
AFRs are low-cost for now, but may not be a sustainable advantage forever
Most AFRs used by the cement industry currently have the advantage of being low cost, but this is not a sustainable advantage forever because of the rising demand for AFRs. Also, their usage comes with its own challenges – for e.g., plant maintenance has to be always up to date for AFR usage. Those plants that were not really focussed on proper maintenance will have to do so in order to use AFR; eventually the entire industry will have to use AFRs to maintain competitive advantages. Another example – the entire AFR procured cannot be pumped into kilns at one go; it has to be a fine blend of usage with other fuels. This means that vehicles loaded with AFRs need to wait at the plant for as long as even one day until they can be fully unloaded. Many of these AFRs are hazardous and can’t be stored at plants because most don’t have the requisite storage infrastructure. Therefore, for AFRs, cost of logistics on a per km basis is higher than for other fues.
AFRs and kilns: A fine balance
• The kiln has to reach an optimum temperature of 1450-1500°C to produce clinker. When it is restarted after previous shutdown, AFRs cannot be used as they will not help to reach this desired temperature quickly. It will also be too costly to burn AFR to reach this temperature. So, for restarting a kiln, only traditional fuels such as coal or petroleum coke are used.
• Once the kiln reaches optimum temperature, AFRs can be blended with traditional fuels for cost efficiencies and more importantly for saving traditional fuels. For a quick stop and restart, AFRs are not a good alternate.
• Every stop-and-start of a kiln with traditional fuels will cost Rs 2-5mn with a minimum turnaround time of 2-3 days.
• Therefore, for a cement manufacturer to use AFR, the run cycle of the kiln has to be very clear.

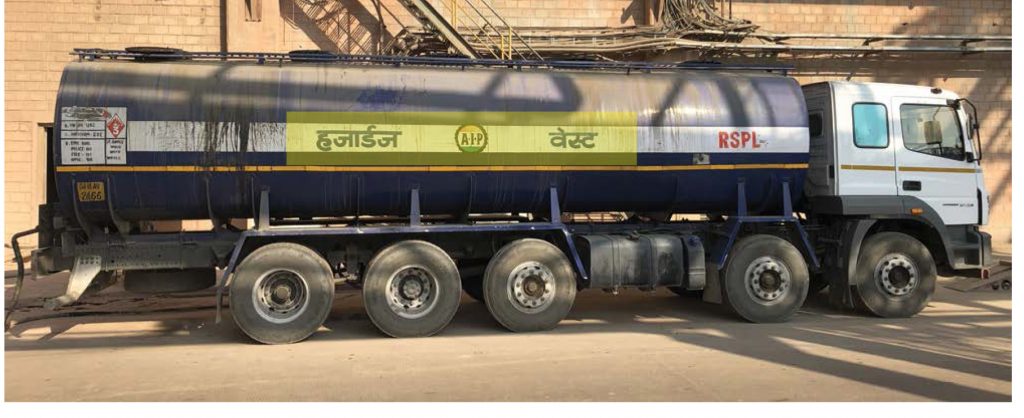
Structural concerns: A tanker loaded with liquid hazardous waste at a cement plant. Most plants don’t have appropriate storage mechanisms
for such AFRs, so the only alternate is to directly connect the tanker to the fuel disposal system of the plant. This means that the tanker remains on standby for up to 20 hours – until it is fully unloaded.
Factories that are a step ahead in developing infrastructure for AFR storage will be a step ahead of peers in the long run in terms of cost advantage.
Cost of handling raw materials has gone up significantly
With stricter regulations, it is not just the outbound freight for finished goods that is impacting cement companies, but also rising costs of handling essential raw materials such as limestone, coal, fuel, and pet coke. For cement plants with captive power plants (most do) the quantity of raw materials to be handled has also increased as the calorific value of coal is generally much inferior to pet coke’s. An additional bottleneck is that not all cement plants have the necessary infrastructure for storing increased quantities of raw material. Until the storage is increased, these additional raw materials need to be accommodated through manual intervention implying additional recurring handling expenditure.
Cost of transporting/handling limestone (lifeline for any cement plant) has also risen, especially for factories that do not have a mine-to-plant conveyer belt. Because of strict monitoring of overloading, trucks (dumpers) have to make multiple trips from the mine to the plant. Plants that did not have enough dumpers have been pushed to purchase or lease more dumpers to ensure operations are not affected.
In search of better efficiency, some manufacturers are trying to even lessen manual interventions at limestone mines through capital investments in new-technology excavators. They are also using automated semi-robotic trucks to help ease the charging processes – the area of the mine that is selected for a blast (generally limestone is procured through this process) has to be charged with explosives through a series of processes such as digging holes, wiring and pouring explosives. This process is called ‘charging’.

(a) A truck moves from the limestone mine to a factory only half loaded as it is very dense (heavy) and reaches loading norms quickly. Earlier, trucks used to load up fully. (b, c) Newer technology has led to the evolution of smaller but much more efficient excavators and automated mine-charging machines. These are much costlier than the traditional equipment.


Unorganised supply-side issues, especially in raw-material, add to problems
In many cases, supplies of basic raw materials to cement manufacturers are through unorganised operators. Even operations of organised suppliers are not always error free. For example, many invoices have GST-related issues such as GST registration number mismatch and manual input of numbers, which may not be uploaded on the centralised portal of GST. Cement companies cannot afford to have errors on their books, so these mismatches lead to increased work for plant-level employees at cement companies in the form of co-ordination with these vendors for the rectification process, which lead to higher working capital requirements due to rectification delays.
In a nutshell, plant operations are becoming more efficient, but the incremental scope of cost improvement through this may not be too material. Efficiency improvements are now made more to improve compliance, meet environment norms, for the wellbeing of employees and also to reduce recurring maintenance expenditure with lesser break downs. At present, north India has become largely compliant, while most of the south was already compliant. The east and west are catching up, while central India remains least compliant. Eventually, all cement manufacturers will have to fall in line.








Subscribe to enjoy uninterrupted access


